专业化机械设计和制造企业
经验丰富的技术团队-贴心售后
服务热线:
13458597161

经验丰富的技术团队-贴心售后
服务热线:
13458597161



Company

成都优利酷恩新材料有限公司,是一家拥有16年历史的家族企业。我们专注于新材料,新能源以及环保设备的研发,生产及销售,尤其是在电力及钢铁领域,我们拥有丰富的经验。我们拥有国内国 际两个技术研发中心及生产厂区,分别位于中国成都和澳大利亚墨尔本。我们的生产厂区坐落于中国成都市新都工业东区新工大道860号,距成都市区17公里,距京昆高速新都出口3公里,距成都国 际铁路港8公里,地理位置十分优越。物流运输,国 际货物进出… ...
Read More
19
2025.12
10
2025.12
29
2025.10
14
2025.10
01
2025.10

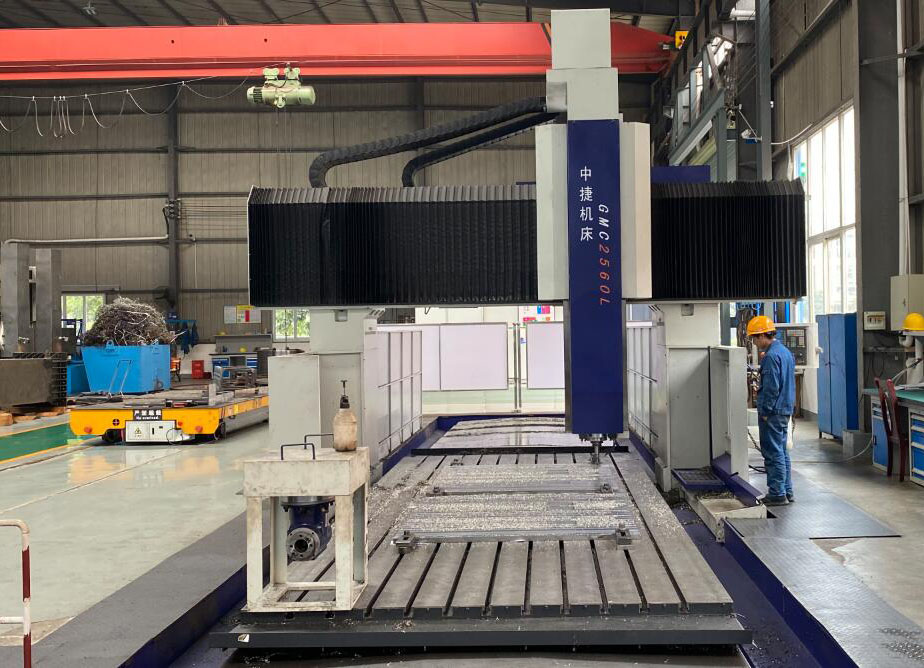
龙门加工中心
龙门加工中心铣削方法都有哪些?
龙门加工中心铣削主要分为逆铣与顺铣,那逆铣与顺铣方法有什么不同?接下来小编就给大家介绍一下吧!
龙门加工中心铣削大多数是用逆铣方式来完成。可是,应尽量选用顺铣,这样会取得更好的加工作用。由于龙门加工中心逆铣时,刀片切入前发生激烈冲突,造成加工外表硬化,使下一个刀齿难以切入。
当龙门铣床顺铣时,应使铣削宽度大约等于2/3铣刀直径,这可确保刀刃一开端就能当即切入工件,几乎没有冲突。如果小于1/2铣刀直径,则刀片又开端“冲突”工件,由于切入时切削厚度变小,每齿进给量也将因径向切削宽度的变窄而减小。“冲突”的成果使刀具寿数缩短,关于硬质合金刀具,添加每齿进给量和减小切削深度是比较有利的。
所以粗铣时,若径向切削宽度小于铣刀半径时,添加走刀量,其刀具寿数将会提高,龙门铣床加工时间随之缩短。当然,精铣需求工件外表光洁,所以应限制走刀量。
试调这一径向铣削宽度,确认铣刀直径与径向铣削宽度之比的工作,好在高精度龙门加工中心上进行,以便在调整比率的同时,调查其工件外表粗糙度的改变。
 当前位置:
当前位置:

 热门推荐
热门推荐



