专业化机械设计和制造企业
经验丰富的技术团队-贴心售后
服务热线:
13458597161

经验丰富的技术团队-贴心售后
服务热线:
13458597161



Company

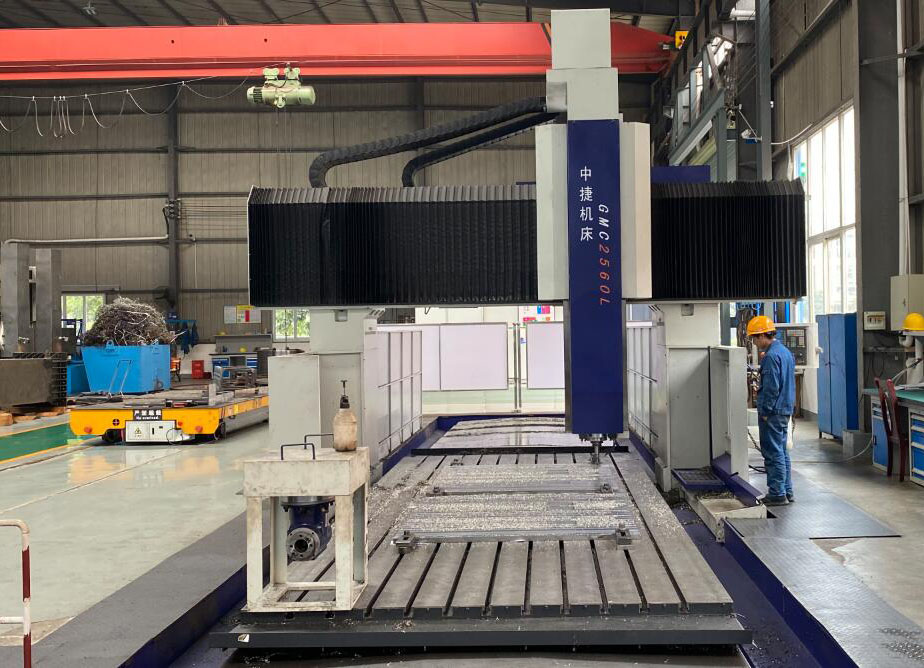
成都优利酷恩新材料有限公司,是一家拥有16年历史的家族企业。我们专注于新材料,新能源以及环保设备的研发,生产及销售,尤其是在电力及钢铁领域,我们拥有丰富的经验。我们拥有国内国 际两个技术研发中心及生产厂区,分别位于中国成都和澳大利亚墨尔本。我们的生产厂区坐落于中国成都市新都工业东区新工大道860号,距成都市区17公里,距京昆高速新都出口3公里,距成都国 际铁路港8公里,地理位置十分优越。物流运输,国 际货物进出… ...
Read More
07
2026.07
01
2026.07
16
2026.06
06
2026.06
31
2026.05

成都非标设备加工其技术请求通常依据轴的首要功用和工作条件拟定,通常有以下几项:
1、精细零件外表粗糙度
通常与传动件相合作的轴径外表粗糙度为Ra2.5~0.63μm,与轴承相合作的支承轴径的外表粗糙度为Ra0.63~0.16μm。

2、精细零件相互方位精度
非标零件加工的方位精度请求首要是由轴在机械中的方位和功用决议的。通常应确保安装传动件的轴颈对支承轴颈的同轴度请求,否则会影响传动件(齿轮等)的传动精度,并发生噪声。通常精度的轴,其合作轴段对支承轴颈的径向跳动通常为0.01~0.03mm,高精度轴(如主轴)通常为0.001~0.005mm。
3、精细零件几许形状精度
轴非标零件加工的几许形状精度首要是指轴颈、外锥面、莫氏锥孔等的圆度、圆柱度等,通常应将其公役约束在尺度公役范围内。对精度请求较高的表里圆外表,应在图纸上标注其答应偏差。
4、非标零件加工尺度精度
起支承效果的轴颈为了断定轴的方位,数控机械加工通常对其尺度精度请求较高(IT5~IT7)。安装传动件的轴颈尺度精度通常请求较低(IT6~IT9)。
 当前位置:
当前位置:

 热门推荐
热门推荐



